

主轴转子变形怎么办
主轴产生弯曲变形的原因是什么?
汽轮机停机后,转子在冷却过程中,汽缸下部较汽缸上部冷却的快,形成汽缸上下的温度差,这样,由于静止的转子上半部温度高于下半部,热膨胀程度不同,使得大。轴向上弯曲,在停机一段时间后,转子向上弯曲值达到最大值,若超过这段时间,转子的弯曲值又逐步减小,直到上下汽缸温差一致时,转子又重新伸直。
汽轮机启动时,由于操作不合理(如转子以静止时暖机,转子静止时长时间向轴封送纸),造成汽缸上下温度不一致,引起转子弯曲变形。
由于暖机不充分,在转子热弯曲较大时启动汽轮机,大轴和轴封片磨擦,使大轴局部受热产生不均匀的热膨胀而引起轴的弯曲变形,由于轴的弯曲加剧了磨擦,使轴的弯曲不断增大,当其弯曲力超过了材料的强度极限时,就会形成轴的永久变形。由于运行时振动较大,造成转子弯曲,发生这种情况时,其振动值是随着转速的升高而加大的。这时应立即停机,否则造成轴、轴封、动叶片、叶轮和隔板的严重损坏。在制造和检修时,叶轮、轴套、套装件等在轴上装配尺寸不对,紧力不合适,运行一段时间后,因轴向内应力过大而弯曲变形。
电动机主轴位置偏了怎么办

电动机主轴磨损后出现位置偏移,一、拆掉老主轴装上新轴的主轴,最做下调平处理以防转子因不平行而振动发出难听的噪音。二、将老主轴的两轴承部位用保护焊机开小电流补焊成够大,再用车床加工出轴承位(三爪因夹在转子铁芯外表加工保证平行)。
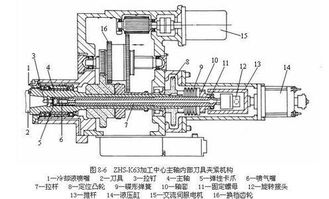
卧式加工中心电主轴维修有哪些措施方法?

卧式铣镗加工中心是引进日本新技术生产的数控产品,质量性能稳定可靠,适合国情、应用广泛。该机床采用800×800mm规格双交换工作台,既可加工较大零件,又可分度回转加工,最适合于零件多工作面的铣、钻、镗、铰、攻丝、两维、三维曲面等多工序加工,具有在一次装夹中完成箱体孔系和平面加工的良好性能,还特别适合于箱体孔的调头镗孔加工,广泛应用于汽车、内燃机、航空航天、家电、通用机械等行业。
电主轴常见故障的维修分析与排除方法:1、电主轴发热(1)主轴轴承预紧力过大,造成主轴回转时摩擦过大,引起主轴温度急剧升高。
故障排除方法:可以通过重新调整主轴轴承预紧力加以排除。(2)主轴轴承研伤或损坏,也会造成主轴回转时摩擦过大,引起主轴温度急剧升高。故障排除方法:可以通过更换新轴承加以排除。(3)主轴润滑油脏或有杂质,也会造成主轴回转时阻力过大,引起主轴温度升高。
故障排除方法:通过清洗主轴箱,重新换油加以排除。(4)主轴轴承润滑油脂耗尽或润滑油脂过多,也会造成主轴回转时阻力、摩擦过大,引起主轴温度升高。故障排除方法:通过重新涂抹润滑脂加以排除。
2、电主轴强力切削时停转(1)主轴电动机与主轴连接的传动带过松,造成主轴传动转矩过小,强力切削时主轴转矩不足,产生报警,数控机床自动停机。故障排除方法:通过重新调整主轴传动带的张紧力,加以排除。(2)主轴电动机与主轴连接的传动带表面有油,造成主轴传动时传动带打滑,强力切削时主轴转矩不足,产生报警,数控机床自动停机。
故障排除方法:通过用汽油或酒精清洗后擦干净加以排除。(3)主轴电动机与主轴连接的传动带使用过久而失效,造成主轴电动机转矩无法传动,强力切削时主轴转矩不足,产生报警,数控机床自动停机。故障排除方法:通过更换新的主轴传动带加以排除。
(4)主轴传动机构中的离合器、联轴器连接、调整过松或磨损,造成主轴电动机转矩传动误差过大,强力切削时主轴振动强烈。产生报警,数控机床自动停机。故障排除方法:通过调整、更换离合器或联轴器加以排除。3、电主轴工作时噪声过大(1)主轴部件动平衡不良,使主轴回转时振动过大,引起工作噪声。
故障排除方法:需要机床生产厂家的专业人员对所有主轴部件重新进行动平衡检查与调试。(2)主轴传动齿轮磨损,使齿轮啮合间隙过大,主轴回转时冲击振动过大,引起工作噪声。故障排除方法:需要机床生产厂家的专业人员对主轴传动齿轮进行检查、维修或更换。(3)主轴支承轴承拉毛或损坏,使主轴回转间隙过大,回转时冲击、振动过大,引起工作噪声。
故障排除方法:需要机床生产厂家的专业人员对轴承进行检查、维修或更换。(4)主轴传动带松弛或磨损,使主轴回转时摩擦过大,引起工作噪声。故障排除方法:通过调整或更换传动带加以排除。4、刀具无法夹紧(1)碟形弹簧位移量太小,使主轴抓刀、夹紧装置无法到达正确位置,刀具无法夹紧。
故障排除方法:通过调整碟形弹簧行程长度加以排除。(2)弹簧夹头损坏,使主轴夹紧装置无法夹紧刀具。故障排除方法:通过更换新弹簧夹头加以排除。
(3)碟形弹簧失效,使主轴抓刀、夹紧装置无法运动到达正确位置,刀具无法夹紧。故障排除方法:通过更换新碟形弹簧加以排除。(4)刀柄上拉钉过长,顶撞到主轴抓刀、夹紧装置,使其无法运动到达正确位置,刀具无法夹紧。
故障排除方法:通过调整或更换拉钉,并正确安装加以排除。5、刀具夹紧后不能松开(1)松刀液压缸压力和行程不够。故障排除方法:通过调整液压力和行程开关位置加以排除。(2)碟形弹簧压合过紧,使主轴夹紧装置无法完全运动到达正确位置,刀具无法松开。
故障排除方法:通过调整碟形弹簧上的螺母,减小弹簧压合量加以排除。电主轴高速旋转时发热严重的分析及处理过程:电主轴运转中的发热和温升问题始终是研究的焦点。电主轴单元的内部有两个主要热源:一是主轴轴承,另一个是内藏式主电动机。
电主轴单元最突出的问题是内藏式主电动机的发热。由于主电动机旁边就是主轴轴承,如果主电动机的散热问题解决不好,还会影响机床工作的可靠性。主要的解决方法是采用循环冷却结构,分外循环和内循环两种,冷却介质可以是水或油,使电动机与前后轴承都能得到充分冷却。主轴轴承是电主轴的核心支撑,也是电主轴的主要热源之一。
当前高速电主轴,大多数采用角接触陶瓷球轴承。因为陶瓷球轴承具有以下特点:①由于滚珠重量轻,离心力小,动摩擦力矩小。②因温升引起的热膨胀小,使轴承的预紧力稳定。
③弹性变形量小,刚度高,寿命长。由于电主轴的运转速度高,因此对。





免责声明:本站部分内容由用户自行上传,如权利人发现存在误传其作品,请及时与本站联系。
冀ICP备18013120号-1